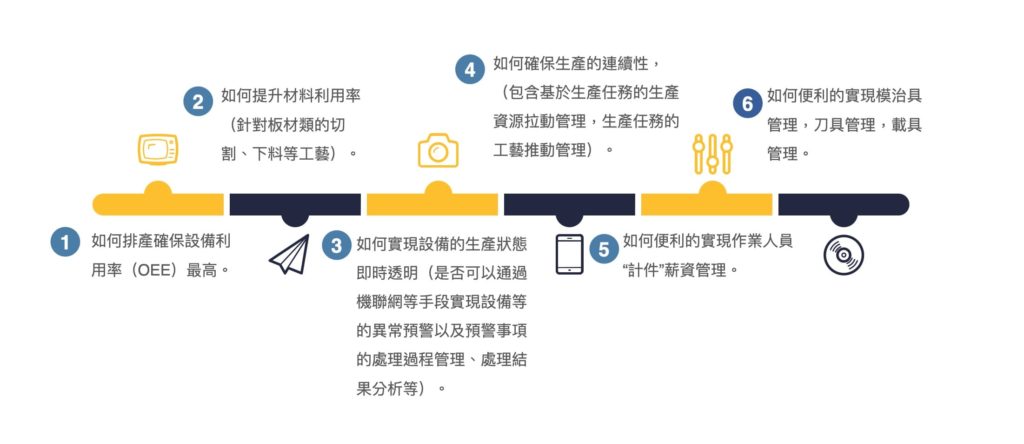
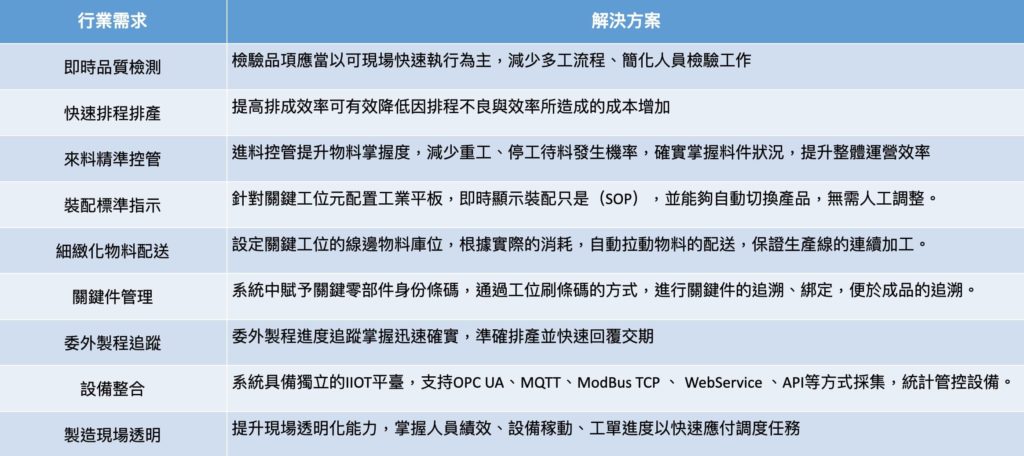
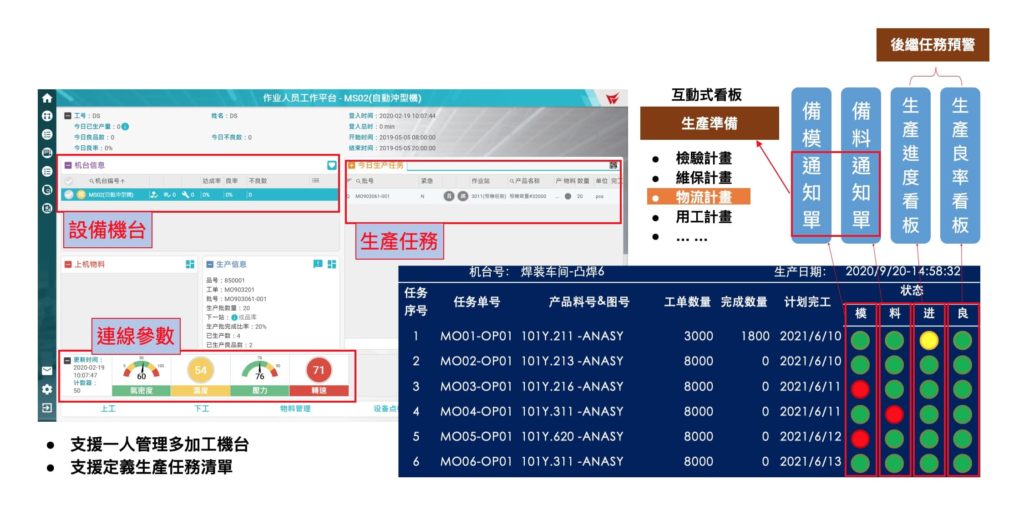
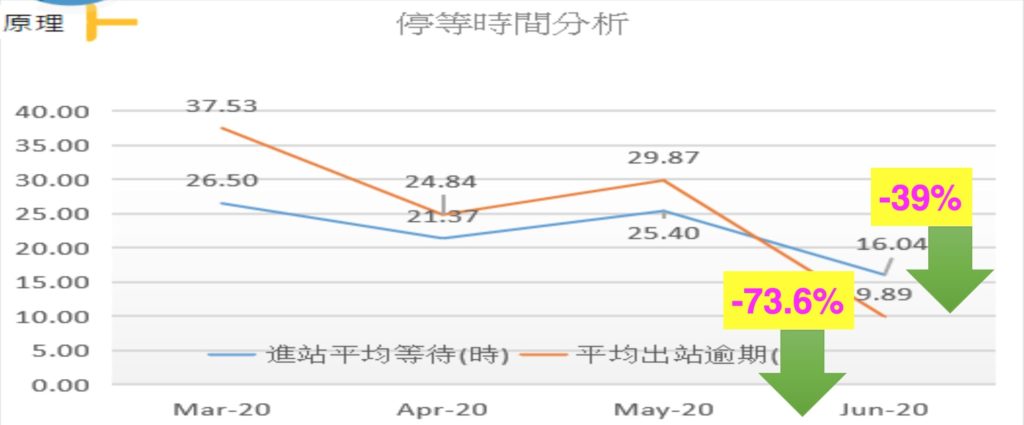
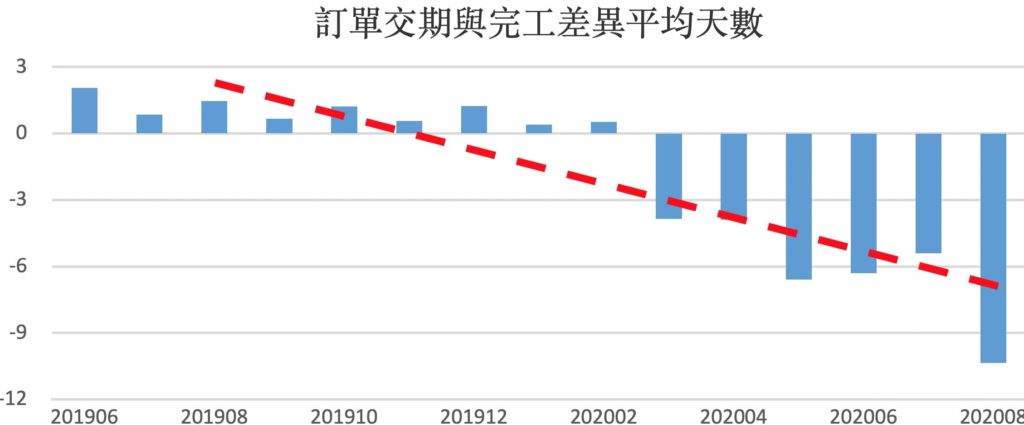
機械零組件 行業解決方案 協助企業持續改善廠內生產管理各項痛點 Main Menu 重點內容 管理挑戰解決方案實施效益客戶實例 行業的管理挑戰 品質難確保:機械零組件品質製程經過多道加工程序,導致品質上較難控管一致。設備模具限制導致無法最佳化排產:設備與模治具限制,導致生產排程需確認耗時費力無效率。製程工序繁複:多道組裝與加工製程,無法明確掌握現場生產進度。來料控管:供應商供應物料品項龐雜,來料品質與檢驗進度掌握不易。委外製程進度追蹤:委外製程加工確認困難導致須耗費人力物力確認訂單狀況。 行業解決方案 透過事前製造現場主管綁定品項對應作業站,對應設備的加工程式設定。當生產批開始生產時,至sMES索取加工程式代碼,sMES傳送到機台取出加工程式讀入機台待加工。大幅降低因加工程式用錯導致的客訴,退貨與報廢 方案實施效益 透過削減工單數、縮小生產批量、導入精實生產:專案初期每張生產批進站等待26.5小時降低↓為16.04小時,降幅39.4%。專案初期每張生產批出站等待37.53小時降低↓為9.89小時,降幅73.6%。工單如期完工74.21% ⇨ 64.33% ⇨ 87.28%訂單達交由40.41%,提升至87.28%↑。現已可由延遲兩天出貨提升至提前10天完工,除了客戶變更交期狀況外,隨時準備好出貨程序。 客戶實例 Sorry, we couldn't find any posts. Please try a different search.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}